128
有关高频淬火的相关介绍
2022/12/14
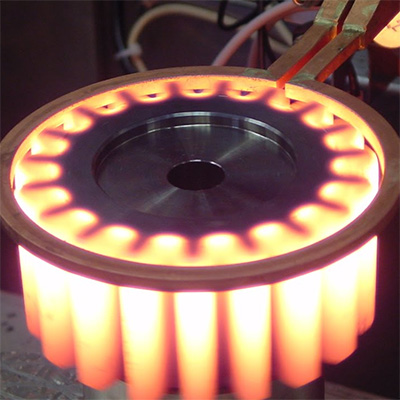
高频淬火大部分用以工业金属零件表面淬火,是使工件表面造成一定的感应电动势,快速加热零件表面,随后快速淬火的一种金属表面处理方式。感应加热设备,即对工件开展电磁感应加热,以开展表面淬火的机器设备。电磁感应加热的基本原理:工件放进传感器内,感应器一般是键入中频或高频交流电流(1000-300000Hz或更高一些)的中空空调铜管。造成交替变化电磁场在工件中造成出同頻率的感应电动势,这类感应电动势在工件的遍布不是均衡的,在表面强,而在内部结构比较弱,到芯部贴近于0,运用这一集肤效应,可使工件表面快速加热,在几秒内表面溫度升高到800-1000℃,而芯部溫度上升不大。
加热頻率
电磁感应加热頻率的挑选:依据热处理设备规定及加热深层的规定挑选頻率,频率越高加热的深层越淡。
高频(10KHZ以上)加热的高度为0.5-2.5mm,一般用以大中小型零件的加热,如小模数齿轮及中小型轴类零件等。
中频(1~10KHZ)加热深层为2-10mm,一般适用于直徑大的轴类零件和大中型变位系数的传动齿轮加热。
直流(50HZ)加热淬硬层深层为10-20mm,一般用以比较大规格零件的透热,大直徑零件(直径?:300mm以上,如热轧带钢等)的表面淬火。
电磁感应加热淬火表面淬硬层的深层,在于交流电流的頻率,一般是频率高加热深层浅,淬硬层深度也就浅。頻率f与加热深层δ的关联,有如下所示经验公式定律:δ=20/√f(20°C);δ=500/√f(800°C)。 式中:f为頻率,单位为Hz;δ为加热深层,单位为mm(mm)。
电磁感应加热表面淬火具备表面质量好,延性小,淬火表面不容易空气氧化渗碳,形变小等优势,因此感应加热设备在金属材料表面热处理工艺中获得了广泛运用。感应加热设备是造成特殊頻率感应电动势,开展电磁感应加热及表面淬火解决的机器设备。
中频淬火
淬硬层较深(3~5mm),适用承担歪曲、工作压力负载的零件,如发动机曲轴、传动轮、机床主轴等(常用原材料为45号钢、40Cr、9Mn2V和球墨高频的淬火,可以短期内的表面淬硬!结晶机构很细!构造形变小,中频表面应力比高频的要小50HZ叫直流,加热深层5-101000-10000HZ叫中频。“高频淬火”与“中频淬火”在工作原理上是一样的,因此在中频淬火机器设备的选用上面有一定规则。
高频淬火
淬硬层浅(1.5~2mm)、强度高、工件不容易空气氧化、形变小、淬火质量好,适用磨擦标准下运行的零件,如一般较小的传动齿轮、轴类零件(常用原材料为45号钢、40Cr)。10000HZ以上叫高频淬火。
高频淬火大部分用以工业金属零件表面淬火,是使工件表面造成一定的感应电动势,快速加热零件表面,随后快速淬火的一种金属表面处理方式。感应加热设备,即对工件开展电磁感应加热,以开展表面淬火的机器设备。

安徽省众博机械科技有限公司 版权所有 皖ICP备2022016456号-1 免责声明